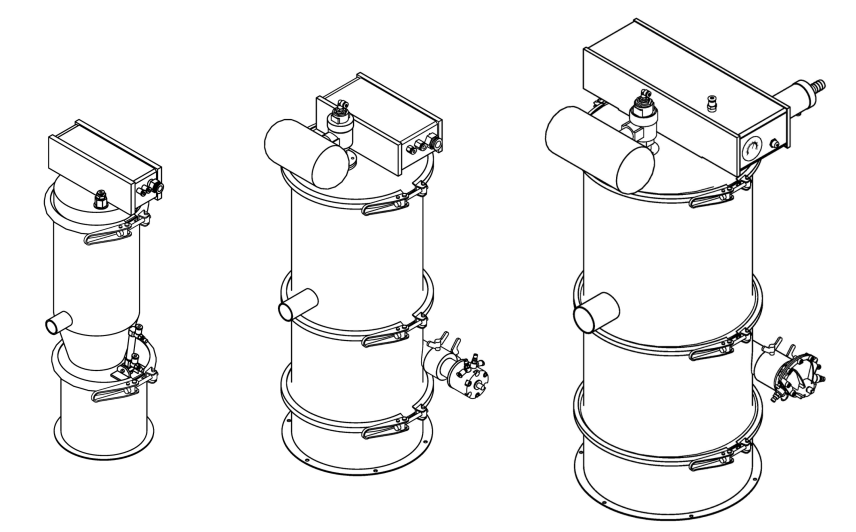
QVC શ્રેણી ન્યુમેટિક વેક્યુમ કન્વેયર
કાર્યકારી સિદ્ધાંત
વેક્યૂમ ફીડર એ વેક્યૂમ સ્ત્રોત તરીકે વાયુયુક્ત વેક્યૂમ પંપનો ઉપયોગ કરીને વેક્યૂમ ફીડિંગ મશીન છે.આ વેક્યુમ ફીડર સામગ્રીને કન્ટેનરમાંથી સીધા જ મિક્સર, રિએક્ટર, સિલો, ટેબ્લેટ મશીન, પેકિંગ મશીન, વાઇબ્રેશન ચાળણી, ગ્રાન્યુલેટર, કેપ્સ્યુલ ફિલિંગ મશીન, વેટ ગ્રાન્યુલેટર, ડ્રાય ગ્રાન્યુલેટર અને વિઘટનકર્તામાં પહોંચાડી શકાય છે.આ ફીડરનો ઉપયોગ કરવા માટે કામદારોની શ્રમ તીવ્રતા હળવી કરી શકે છે, પાવડર પ્રદૂષણનો અંત લાવી શકે છે અને ઉત્પાદન પ્રક્રિયા GMP જરૂરિયાતોને પૂર્ણ કરે છે તેની ખાતરી કરી શકે છે.
જ્યારે "ચાલુ/બંધ" કી દબાવવામાં આવે છે, ત્યારે સંકુચિત હવા વેક્યૂમ પંપમાં પ્રવેશ કરે છે અને હવાવાળો સિલિન્ડર દ્વારા સંચાલિત હોપરનું ડિસ્ચાર્જ બંધ થાય છે, હોપરમાં વેક્યૂમ સ્થાપિત થાય છે.વેક્યુમ ફીડર શૂન્યાવકાશ હેઠળ હવા પ્રવાહ બનાવશે.આ હવા પ્રવાહ દ્વારા સંચાલિત, સામગ્રીને નળી દ્વારા વેક્યુમ હોપરને ખવડાવવામાં આવે છે.થોડા સમય પછી (ફીડિંગ સમય, એડજસ્ટેબલ) કોમ્પ્રેસ્ડ એર કાપી નાખવામાં આવે છે, વાયુયુક્ત વેક્યૂમ પંપ શૂન્યાવકાશ પેદા કરી શકતો નથી અને હવાવાળો સિલિન્ડર દ્વારા ચલાવવામાં આવતા હોપરનું ડિસ્ચાર્જ ખુલે છે, વેક્યૂમ ફીડરમાં વેક્યુમ અદૃશ્ય થઈ જાય છે, અને સામગ્રી આપમેળે થઈ જાય છે. ડિસ્ચાર્જમાંથી રિસીવિંગ મશીનમાં ડિસ્ચાર્જ કરવામાં આવે છે (જેમ કે ટેબ્લેટ પ્રેસ અને પેકિંગ મશીન).દરમિયાન, એર ટાંકીમાં સંગ્રહિત સંકુચિત હવા ફિલ્ટરને ઉલટામાં ફૂંકાય છે જેથી ફિલ્ટર આપોઆપ સાફ થઈ જાય.થોડા સમય પછી (ડિસ્ચાર્જ સમય, એડજસ્ટેબલ) સંકુચિત હવા પુનઃપ્રારંભ થાય છે, વાયુયુક્ત વેક્યૂમ પંપ શૂન્યાવકાશ ઉત્પન્ન કરે છે, ડિસ્ચાર્જ બંધ થાય છે, વેક્યૂમ ફીડર ફરીથી સામગ્રીને ફીડ કરે છે, આ રીતે ફીડર સતત રીસીવિંગ મશીનમાં ફીડ સામગ્રી બનાવવા માટે ચક્રમાં કાર્ય કરે છે.
મટિરિયલ લેવલ કંટ્રોલ સાથે વેક્યૂમ ફીડર માટે મટિરિયલ લેવલ કંટ્રોલ દ્વારા મટિરિયલ-રિસિવિંગ મશીનના હૉપર વડે ઑટોમેટિક ફીડિંગ થાય છે.જ્યારે મટીરીયલ લેવલ મટીરીયલ રીસીવીંગ મશીનના હોપરમાં પોઝીશન કરતા વધારે હોય છે, ત્યારે વેકયુમ ફીડર ખોરાક આપવાનું બંધ કરી દે છે, પરંતુ જયારે તે મટીરીયલ લેવલ હોપરની સ્થિતિ કરતા નીચું હોય છે, ત્યારે વેકયુમ ફીડર આપમેળે ફીડ કરવાનું શરૂ કરે છે.અને સામગ્રી-પ્રાપ્ત મશીન પર ખોરાક આ રીતે પૂર્ણ થાય છે.
ટેકનિકલ સ્પષ્ટીકરણ
| મોડલ | ફીડિંગ વોલ્યુમ (kg/h) | હવાનો વપરાશ (L/min) | સપ્લાય કરેલ હવાનું દબાણ (Mpa) |
| QVC-1 | 350 | 180 | 0.5-0.6 |
| QVC-2 | 700 | 360 | 0.5-0.6 |
| QVC-3 | 1500 | 720 | 0.5-0.6 |
| QVC-4 | 3000 | 1440 | 0.5-0.6 |
| QVC-5 | 6000 | 2880 | 0.5-0.6 |
| QVC-6 | 9000 | 4320 | 0.5-0.6 |
①સંકુચિત હવા તેલ-મુક્ત અને પાણી-મુક્ત હોવી જોઈએ.
②ફીડિંગ ક્ષમતા 3 મીટર ફીડિંગ અંતર સાથે નક્કી કરવામાં આવી છે.
③ વિવિધ સામગ્રીઓ સાથે ખોરાક આપવાની ક્ષમતા ઘણી અલગ છે.
ડીબગીંગ અને ઇન્સ્ટોલેશન
1. શીટ પ્રેસ અથવા પેકિંગ મશીન (અથવા અન્ય મશીનો) ના હોપર પર રિંગ વડે વેક્યુમ હોપરને ઠીક કરો.વેક્યૂમ હોપરને મટીરીયલ રીસીવિંગ મશીનના હોપર પર સીધું ફિક્સ ન કરી શકાય તેવા કિસ્સામાં વેક્યૂમ હોપરને ફિક્સ કરવા માટે સપોર્ટ બનાવી શકાય છે.
2. કંટ્રોલ બોક્સ વેક્યૂમ હોપર પર લટકાવવામાં આવે છે જ્યારે માલની ડિલિવરી કરવામાં આવે છે, તેને કામ કરવાની પરિસ્થિતિઓ અનુસાર અન્ય કોઈપણ યોગ્ય સ્થાનો પર લટકાવી શકાય છે.
3.સંકુચિત હવા માટે પાઇપનું જોડાણ.
A. કોમ્પ્રેસ્ડ એર એન્ટ્રી માટે પાઇપના વ્યાસની પસંદગી (મશીન ઇન્સ્ટોલેશન રૂમનો સંદર્ભ):
QVC-1,2,3 માટે 1/2″ પાઇપ પસંદ કરો;
QVC-4,5,6 માટે 3/4″ પાઇપ પસંદ કરો;
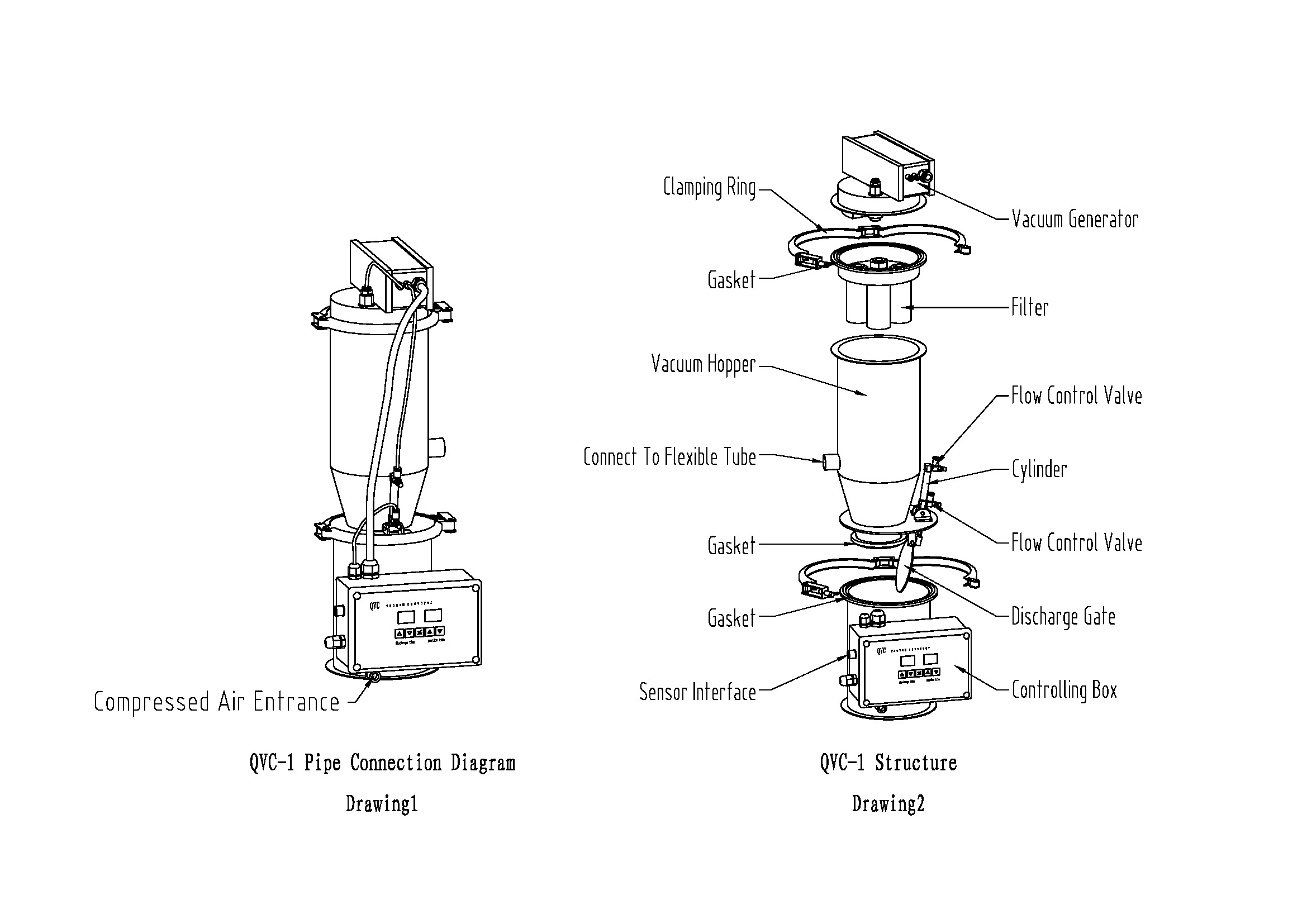
QVC-1 વેક્યૂમ ફીડર માટે φ10 PU પાઇપનો સીધો ઉપયોગ કરો.
B. બોલ વાલ્વ અથવા ફિલ્ટર ડીકોમ્પ્રેશન વાલ્વ તે સ્થાન પર સ્થાપિત થવો જોઈએ જ્યાં મશીનના રૂમમાં કોમ્પ્રેસ્ડ એર પાઇપ મળે છે.
C. QVC-1, 2 વેક્યુમ ફીડર માટે, ફિલ્ટર ડીકોમ્પ્રેસન વાલ્વના આઉટલેટને કંટ્રોલ બોક્સની નીચેની બાજુએ કોમ્પ્રેસ્ડ એરના ઇનલેટ કનેક્શન સાથે જોડો.કમ્પ્રેસ્ડ એર પાઇપનું કદ કંટ્રોલ બોક્સની નીચેની બાજુએ કોમ્પ્રેસ્ડ એરના ઇનલેટ કનેક્શન જેટલું જ હોવું જોઈએ.
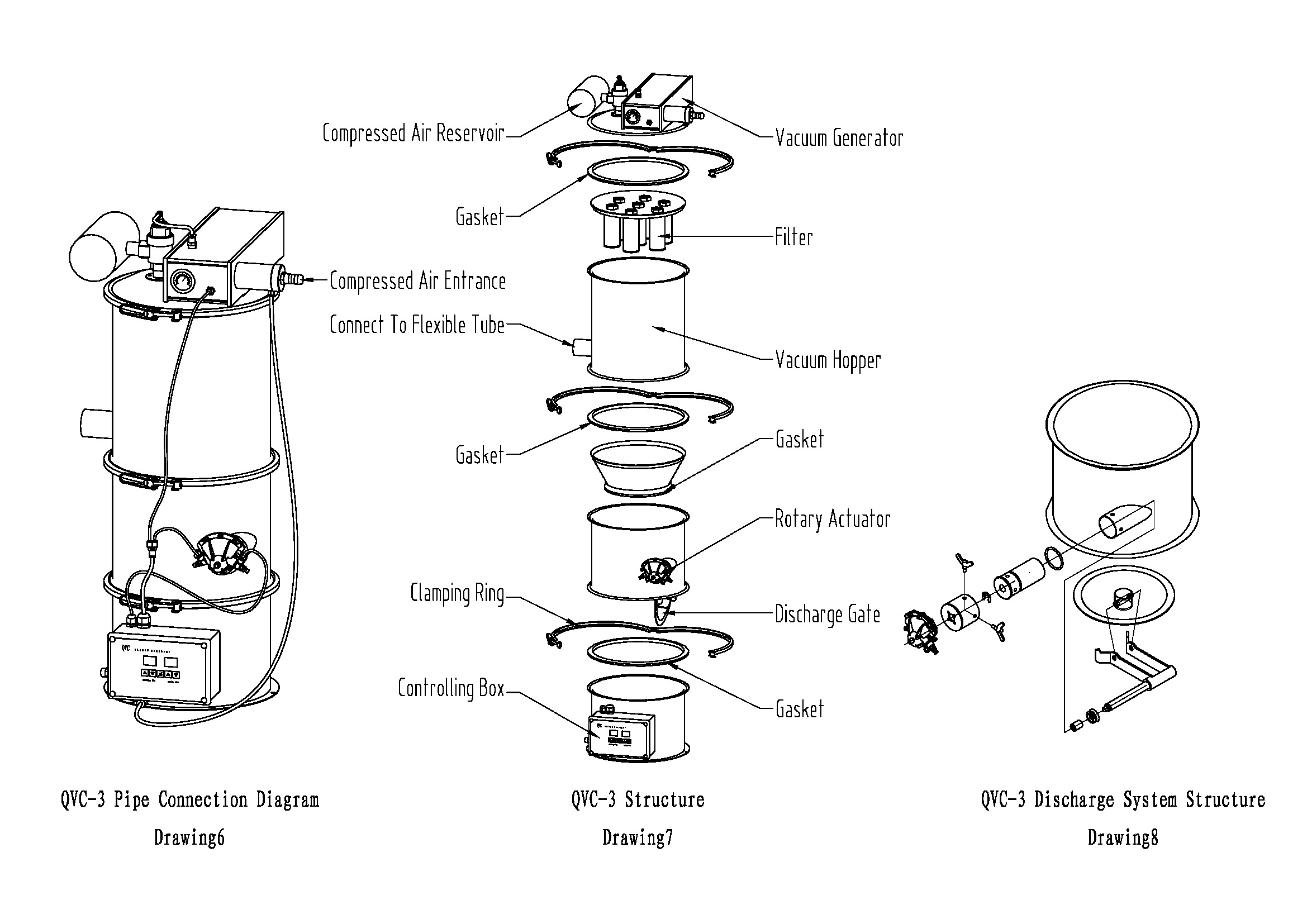
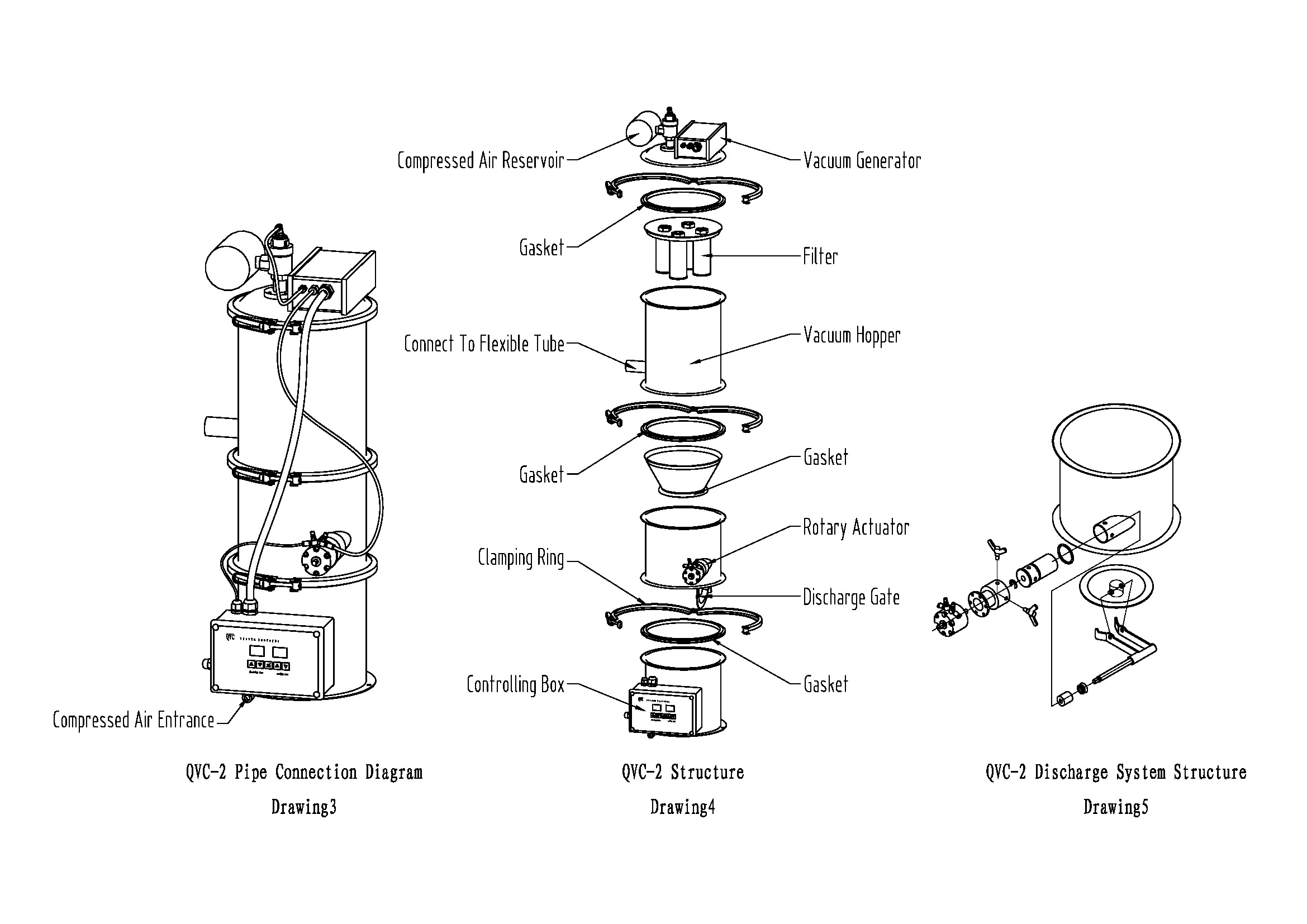
D. QVC-3, 4, 5, 6 વેક્યૂમ ફીડર માટે, ફિલ્ટર ડીકોમ્પ્રેસન વાલ્વના આઉટલેટને સીધા વેક્યૂમ જનરેટરના ઇનલેટ કનેક્શન સાથે જોડો.કોમ્પ્રેસ્ડ એર પાઇપનું કદ વેક્યૂમ જનરેટર પર કોમ્પ્રેસ્ડ એરના ઇનલેટ કનેક્શન જેટલું જ હોવું જોઈએ.
E. ડાયાગ્રામ 1 અને 3 અનુસાર કંટ્રોલ બોક્સ અને વેક્યુમ જનરેટર વચ્ચે કોમ્પ્રેસ્ડ એર પાઇપને જોડો.
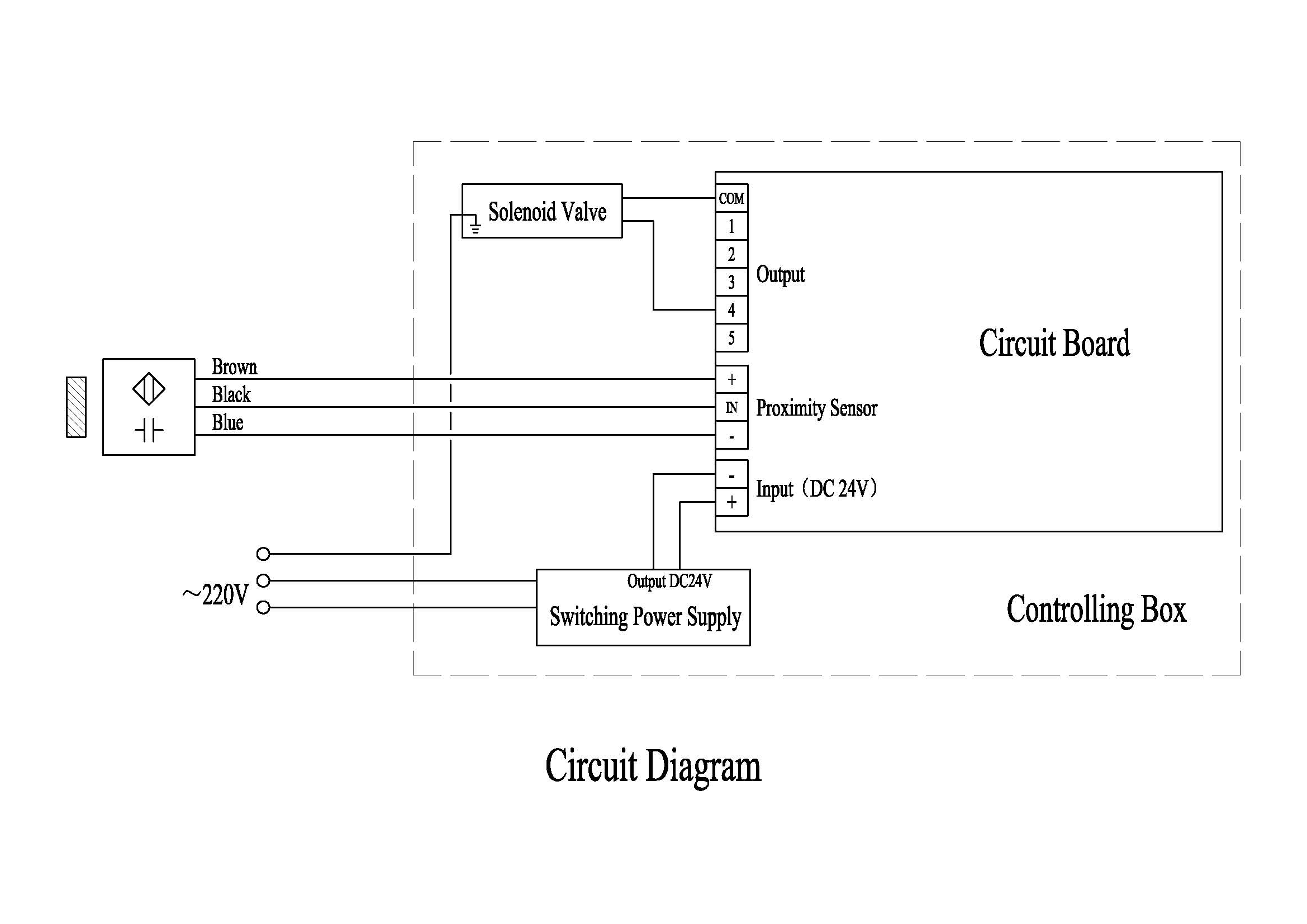
4. AC 220V પ્લગને પાવર સોકેટમાં પ્લગ કરો, કંટ્રોલ બોક્સ પરનો ટાઇમ ડિસ્પ્લે હવે ચાલુ છે, આનો અર્થ એ છે કે સિસ્ટમ પર પાવર કનેક્ટ થઈ ગયો છે.નોંધ કરો કે પાવર કેબલ 3-લાઇન હોવી જોઈએ.દખલગીરીને કારણે કંટ્રોલ ચિપ સમાપ્ત થાય તે ટાળવા માટે કંટ્રોલ કેબિનેટને વિશ્વસનીય રીતે ગ્રાઉન્ડ કરવાની જરૂર છે.કંટ્રોલ બોક્સ માટે વાયરિંગ ડાયાગ્રામ માટે ઇલેક્ટ્રિકલ સ્કીમેટિક્સ જુઓ.
5.સમય વધારવા/ઘટાડવા માટે ટચ કી.ફીડિંગનો સમય 5-15 સેકન્ડ અને ડિસ્ચાર્જ સમય 6-12 સેકન્ડ પર સેટ કરો.પાઉડર મટિરિયલ માટે ફીડિંગનો સમય ઓછો અને ડિસ્ચાર્જનો સમય લાંબો સેટ કરવો જોઈએ, જ્યારે પેલેટ મટિરિયલ માટે ફીડિંગનો સમય લાંબો હોવો જોઈએ અને ડિસ્ચાર્જનો સમય ઓછો હોવો જોઈએ.
6. "ચાલુ/બંધ" કી દબાવો વેક્યૂમ જનરેટરને સંકુચિત હવા આપવામાં આવે છે, વેક્યૂમ હોપરમાં વેક્યૂમ ઉત્પન્ન થાય છે અને ફીડિંગ સાકાર થાય છે.
7.આ સમયે તમારે સંકુચિત હવાના દબાણ પર ધ્યાન આપવું જોઈએ.પૂરી પાડવામાં આવેલ હવાનું દબાણ 0.5-0.6Mpa હોવું જોઈએ.જ્યારે વેક્યૂમ જનરેટર કામ કરે છે, એટલે કે ફીડિંગ દરમિયાન, પૂરી પાડવામાં આવેલ હવાનું દબાણ સિસ્ટમમાં સંકુચિત હવાના દબાણને દર્શાવે છે.QVC-3, 4, 5, 6 માટે વેક્યૂમ જનરેટર પર ગેજ છે અને ગેજ પર રીડિંગને પ્રમાણભૂત ગણવું જોઈએ.પરંતુ QVC-1, 2 માટે વેક્યૂમ જનરેટર પર કોઈ ગેજ નથી અને ફિલ્ટર ડીકોમ્પ્રેશન વાલ્વ પરના ગેજને પ્રમાણભૂત ગણવામાં આવવો જોઈએ.ડીબગીંગમાં તમારે ખાસ ધ્યાન આપવું જોઈએ કે સપ્લાય કરેલ હવા 0.5-0.6Mpa એ ખોરાક દરમિયાન સિસ્ટમમાં હવાના દબાણનો સંદર્ભ આપે છે.ડિસ્ચાર્જ દરમિયાન અથવા સ્ટેન્ડબાય પર ફિલ્ટર ડીકોમ્પ્રેશન વાલ્વ પર ગેજ પર પ્રદર્શિત દબાણ 0.7-0.8Mpa હોવું જોઈએ.ઘણા વપરાશકર્તાઓ, જ્યારે તેઓ ફીડર ઇન્સ્ટોલ કરે છે, ત્યારે ઘણીવાર ફિલ્ટર ડીકોમ્પ્રેસન વાલ્વ 0.6Mpa પર સેટ કરે છે.જો આ સમયે વેક્યૂમ જનરેટર કામ કરવાનું શરૂ કરે છે, તો સિસ્ટમનું દબાણ અચાનક ઘટીને 0.4Mpa થઈ જાય છે, જેના પરિણામે ફીડિંગ નિષ્ફળ જાય છે અથવા ઓછી ફીડિંગ ક્ષમતા થાય છે.લાંબા અંતરની ફીડિંગ અથવા વધુ ફીડિંગ ક્ષમતા માટે સિસ્ટમમાં હવાનું દબાણ 0.6Mpa સુધી પહોંચવું આવશ્યક છે.
મુશ્કેલીનિવારણ
ફીડર પર નિષ્ફળ ફીડિંગ અથવા ઓછી ફીડિંગ ક્ષમતા જોવા મળે છે, નીચેની પ્રક્રિયા મુજબ ફીડર તપાસો:
1.જો સપ્લાય કરેલ હવાનું દબાણ 0.5–0.6Mpa સુધી પહોંચે છે.જ્યારે વેક્યુમ જનરેટર કામ કરે છે ત્યારે પૂરી પાડવામાં આવેલ હવાનું દબાણ સિસ્ટમમાં હવાના દબાણને દર્શાવે છે.
2.જો સ્રાવ હવાચુસ્ત હોય.
A.લાંબા ગાળાના ઓપરેશન પછી ડિસ્ચાર્જ પર ચોક્કસ જાડા પાવડર જમા થાય છે, પરિણામે લેક્સ ડિસ્ચાર્જ અને વેક્યુમ લીકેજ થાય છે.પછી ડિસ્ચાર્જ સાફ કરવું જોઈએ.
B. લાંબા ગાળાના ઓપરેશન પછી ડિસ્ચાર્જ પરનું ગાસ્કેટ ખરી જાય છે, પરિણામે ઢીલું ડિસ્ચાર્જ અને વેક્યૂમ લિકેજ થાય છે.પછી ગાસ્કેટ બદલવી જોઈએ.
C. લાંબા ગાળાના ઓપરેશન પછી ન્યુમેટિક સિલિન્ડરની અસરકારકતા અને સ્ટ્રોકમાં કંઈક ખોટું થાય છે.પછી સિલિન્ડર બદલવું જોઈએ.
3.ફિલ્ટર અવરોધિત છે.કમ્પ્રેસ્ડ એર નોઝલ વડે ફિલ્ટરને આગળ અને પાછળની બંને દિશામાં ફૂંકી દો.જો ફિલ્ટર ઝડપી છે તો તે અનાવરોધિત છે.જો તમને ગૂંગળામણનું ફિલ્ટર લાગે છે, તો ફિલ્ટર અવરોધિત છે અને તેને બદલવું જોઈએ.અથવા બ્લૉક કરેલા ફિલ્ટરને અલ્ટ્રાસોનિક ક્લિનરમાં સાફ કરવા માટે 30 મિનિટ માટે મૂકો.
4. મટીરીયલ સક્શન હોસ મોટી એગ્લોમેરેટ સામગ્રી દ્વારા અવરોધિત છે.આ સામાન્ય રીતે સ્ટેનલેસ સ્ટીલ મટિરિયલ સક્શન નોઝલના ઇનલેટ અથવા વેક્યુમ હોપરના ઇનલેટ પર થાય છે.
5. ક્લેમ્પિંગ રિંગ્સને પંપ હેડ અને હોપર વચ્ચે, હોપરના વિભાગો વચ્ચે બાંધવામાં આવતી નથી, પરિણામે સિસ્ટમ લીકેજ થાય છે અને ખોરાક નિષ્ફળ જાય છે અથવા ખોરાક આપવાની ક્ષમતામાં ઘટાડો થાય છે.
6.રિવર્સ બ્લોઇંગ સિસ્ટમ ખોટી પડે છે.જ્યારે પણ ફીડર સામગ્રીને ડિસ્ચાર્જ કરે છે ત્યારે એર ટાંકીમાં સંકુચિત હવા ફિલ્ટરની સપાટી પર પાતળો પાવડર છે તેની ખાતરી કરવા માટે ફિલ્ટરને ઉલટામાં ઉડાડે છે.જો રિવર્સ બ્લોઈંગ સિસ્ટમ ખોટી થઈ જાય, તો ગાળકની સપાટી પર ગાઢ પાવડર જમા થાય છે, વધેલી પ્રતિકાર વેક્યૂમ ફીડર પર ખોરાક લેવાનું અશક્ય બનાવે છે.આ કિસ્સામાં રિવર્સ બ્લોઇંગ સિસ્ટમ બદલવી જોઈએ.
સફાઈ
ફાર્મસીઓમાં વિવિધ જાતો અને સંખ્યાના કારણે વેક્યૂમ ફીડરને વારંવાર સાફ કરવાની જરૂર પડે છે.જ્યારે અમે ન્યુમેટિક વેક્યુમ ફીડર ડિઝાઇન કરીએ છીએ ત્યારે અમે વપરાશકર્તાઓની આ જરૂરિયાતને સંપૂર્ણપણે ધ્યાનમાં લીધી છે.ક્લીનઆઉટ માટે વપરાશકર્તાએ ફક્ત નીચેની બાબતો કરવાની જરૂર છે:
1. વાયુયુક્ત વેક્યૂમ પંપ એસેમ્બલીને ઉતારવા માટે એગ્રેફને ઢીલું કરો.વાયુયુક્ત વેક્યુમ પંપ, એર ટાંકી અને કવર એક સંકલિત એસેમ્બલી તરીકે જોડાયેલા છે, જેને પાણીથી સાફ કરવાની જરૂર નથી.
2. ફિલ્ટર એસેમ્બલી કાઢી નાખો અને કોમ્પ્રેસ્ડ એર વડે ફિલ્ટર પાઇપ પરના પાવડરને ઉડાડી દો.પછી તેને ગરમ પાણીથી વારંવાર ધોઈ લો.ધોયા પછી બાકીનું પાણી ફિલ્ટર પાઇપની દિવાલ પર કોમ્પ્રેસ્ડ એર વડે ઉડાડી દો.હવે ફિલ્ટર પાઇપ વારંવાર ફૂંકાયા પછી ખૂબ જ ઝડપી હોવી જોઈએ.જો તમને ફિલ્ટર ગૂંગળામણ અનુભવે છે, તો તેનો અર્થ એ છે કે ફિલ્ટર પાઇપની દિવાલમાં હજુ પણ થોડું પાણી બાકી છે.અને તમારે તેને સંકુચિત હવાથી ઉડાડવાની જરૂર છે, પછી તેને ઠંડુ થવા દો અથવા સૂકવવા દો.
3. ક્લેમ્પિંગ રિંગ્સ ઢીલી કરો, વેક્યુમ હોપરને ઉતારો અને હોપરને પાણીથી ધોઈ લો.